切屑堂 kirikuzudo
ブログ: 2023/01/16 日本酒の醸造工程(1)
<なにゆえ?>
筆者はしがない底辺流体機械屋さんなわけですが、ちょっと醸造向けなアレも扱ったりしてる関係で、まあ、なんにも知らないのはなあ、ということで、復習がてらまとめてみました。
<概要>
清酒(日本酒)の醸造は、酒造米と醸造用水と麹と酵母を用いて行う。
はじめに精米でタンパク質やビタミンを取り除きデンプンを主とした米にする。これを洗ったうえで適度な水分を吸わせてから蒸してデンプンをα化する。
蒸した米は麹・酒母・醪のそれぞれの工程で用いる。麹はα化したデンプンを糖(グルコース)に分解する酵素(αアミラーゼなど)を生成するために作る。
酒母はアルコール発酵を行う酒造酵母を純粋培養して作り、醪を仕込む際に野生の酵母や雑菌などに対して酒造酵母の数的優位を得るために作る。
この酒母と醪用の麹(掛麹)を用いて醪を仕込む。醪は添・仲・留の三段階で次第に量を増やしていく(三段仕込み)ことで酒造酵母の数的優位を維持する。酒母と醪にはそれぞれ麹を用いる。また、それぞれ麹以外にも蒸米と醸造用水を加える。
また、麹の生成した酵素での糖化と酒造酵母でのアルコール発酵を同時に行う(平行複発酵)ことで糖の濃度を抑えて酵母の失活を防ぎ、醸造酒としては高いアルコール濃度を達成する。この高いアルコール濃度は高温多湿な本邦の環境において酒の腐敗を防ぐことにつながる。
醪をフィルターに圧送する、あるいは粕袋に入れた醪の自重を利用することで、醪を酒粕と生原酒に分離する。これを上槽という。生原酒は酒税検定を受けたタンクで計量し、記帳する。
絞った生原酒には澱が含まれており、また、不純物が残っているため、おり引き・ろ過することで澄んだ「清酒」を得る。このろ過した生原酒を加熱して酵母を失活させることで、品質を安定させる。この原酒に醸造用水を加えてアルコール度を調整し、飲用に適した状態とする。
<精米>
米を削り、胚芽と溝を落として40~70[%]の重量まで落とす。精米前後の重量比を精米歩合と呼ぶ。
玄米張込量600[kg]前後の精米機。
https://satake-japan.co.jp/products/ricemill/sake/edb40a.html
搗精室(とうせいしつ)内で立方晶窒化ホウ素製の金剛ロールにより玄米を削り、胚芽の果皮・種皮・糊粉層を除去して、過剰なタンパク質・ビタミンを米から取り去る。
<調湿>
米の含水率を調整する。浸漬での吸水量は含水率に逆比例するので、15~16[%]程度として、浸漬での吸水量を29 ~ 30[%]程度になるようにする。「枯らし」とも呼ぶが、一般に精米では金剛ロールによる研削で熱が発生して含水率が低下するため、語とは逆に含水率を回復させる操作になる。
2
小規模な場合、簡易的な調湿箱を用いて行う。
<洗米・浸漬>
浸漬は米を水に浸すことで米に水を吸わせる。含水量によって決まる以上に吸水は起きないため、予め調湿することで吸水量を制限できる。他にも浸漬時間で吸水量をコントロールする方法もあるが、作業者によるばらつきが大きい。
洗米で使用する水は米に触れるため、また、浸漬は米に吸われる水となるため、醸造用水を使うことになる。
醸造用水は無機分に制限があり、一般には下表の基準を満たす必要がある。
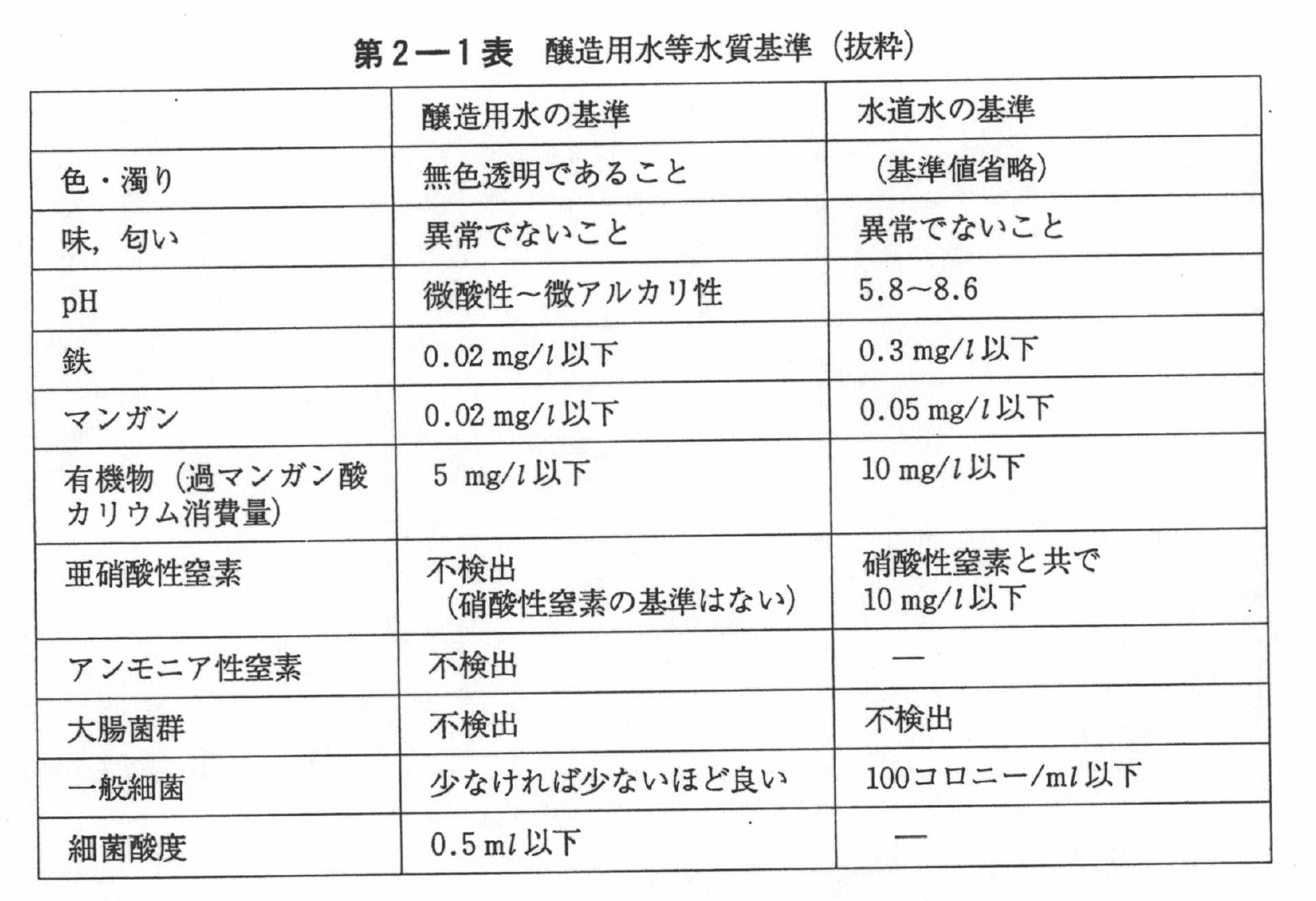 洗米では米の重量の5倍程度、浸漬では米の重量の1.5倍程度の水が必要となる。
<蒸きょう>
米を100[degC]、1[atm]の飽和蒸気で蒸して米のデンプンをα化する。α化したデンプンは麹菌が生成した酵素(主としてαアミラーゼ)により糖化が可能となる。
蒸米は製麹用・酒母用・醪用(掛米)のそれぞれ異なる3工程で使用する。基本的にそれぞれの工程の直前で蒸きょうをおこなうことになる。麹用の蒸米は麹の引込みにあわせて行い、酒母用の蒸米は酒母の仕込みにあわせて行い、掛米は醪の三段仕込みそれぞれにあわせて行う。
※醪の仕込みに用いるものには「掛」がつく。掛麹・掛米・掛水、など。
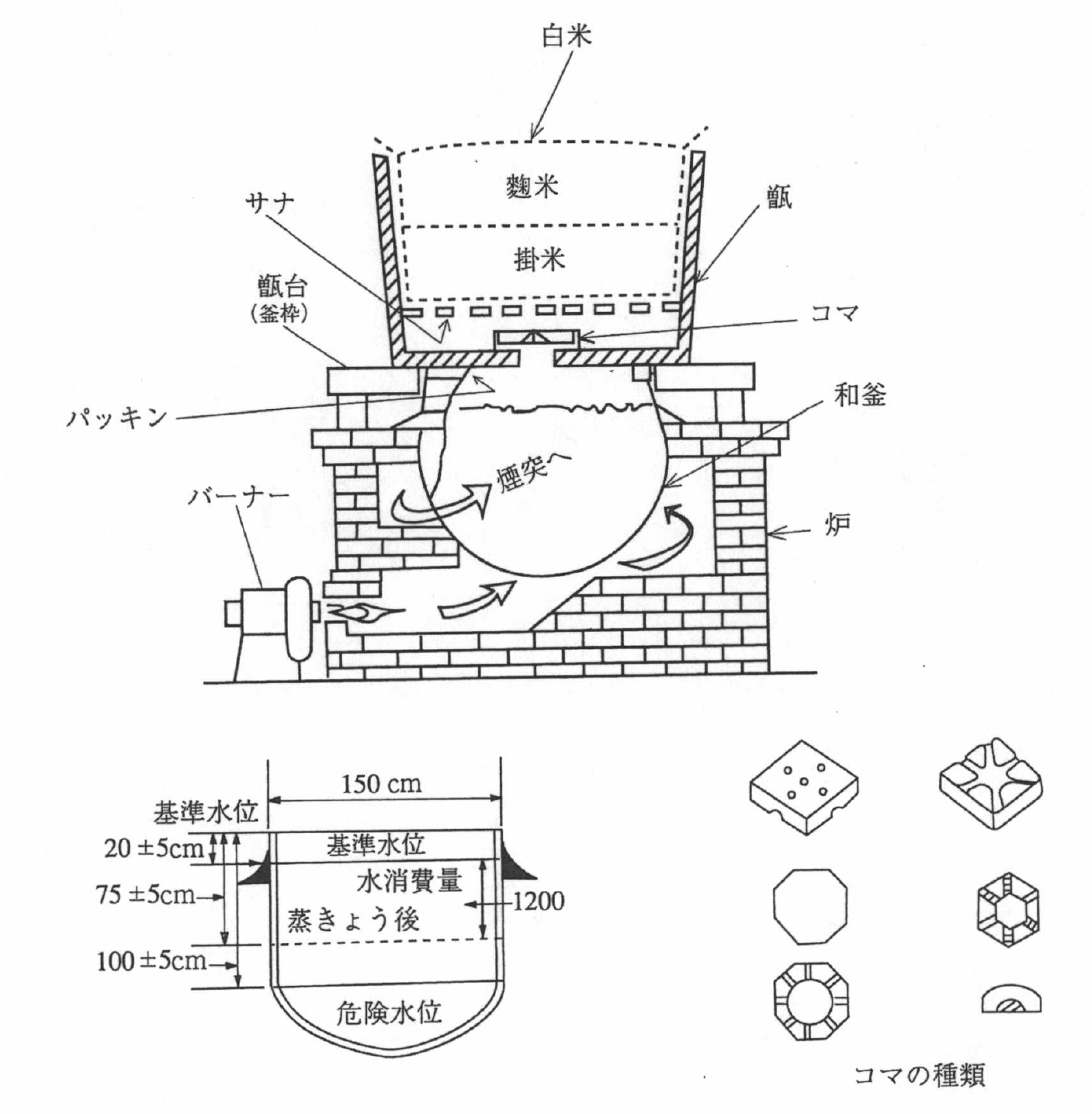
下の写真は木製の「甑(こしき)」で、蒸気を発生させる釜の上にこの甑を据え、米を載せて蒸気を通す。
洗米では米の重量の5倍程度、浸漬では米の重量の1.5倍程度の水が必要となる。
<蒸きょう>
米を100[degC]、1[atm]の飽和蒸気で蒸して米のデンプンをα化する。α化したデンプンは麹菌が生成した酵素(主としてαアミラーゼ)により糖化が可能となる。
蒸米は製麹用・酒母用・醪用(掛米)のそれぞれ異なる3工程で使用する。基本的にそれぞれの工程の直前で蒸きょうをおこなうことになる。麹用の蒸米は麹の引込みにあわせて行い、酒母用の蒸米は酒母の仕込みにあわせて行い、掛米は醪の三段仕込みそれぞれにあわせて行う。
※醪の仕込みに用いるものには「掛」がつく。掛麹・掛米・掛水、など。
下の写真は木製の「甑(こしき)」で、蒸気を発生させる釜の上にこの甑を据え、米を載せて蒸気を通す。

 下の写真はステンレス製の蒸米器で外部の蒸気発生器から蒸気を供給して米を蒸す。
下の写真はステンレス製の蒸米器で外部の蒸気発生器から蒸気を供給して米を蒸す。
 <製麹>
酒母(しゅぼ)に用いる酒母麹と醪(もろみ)の仕込みに用いる掛麹を作る。
米に麹菌を繁殖させた種麹(もやし)を35[degC]前後に放冷した蒸米にふりかけ、麹菌を繁殖生育させることで麹(こうじ)をつくる。
麹を用いるのは蒸米を溶解糖化する酵素であるαアミラーゼ、グルコアミラーゼ、酸性プロテアーゼなどを生産させるためにある。
清酒(日本酒)醸造用の黄麹菌の繁殖に好適な条件は、
・品温30~35[degC]
・湿度97[%]
・二酸化炭素濃度0.7[%]
・酸素濃度20[%]
である。
麹菌は繁殖に伴い酸素を消費し、発熱し、二酸化炭素を発生する。麹米1[kg]あたり最高時に29.3[KJ/h]の発熱があり、44[h]の製麹工程では麹米1[kg]あたり419[KJ]の熱量となる。また、麹米1[kg]あたり最高時に1.5[L/h]の二酸化炭素を発生する。
二酸化炭素濃度が10[%]を超えると生育速度が遅くなりアルコール発酵をはじめ、また、品温があがりすぎると麹菌の代謝産物が増えて雑味につながる。このため麹をさばいて熱と二酸化炭素がこもらないようにし、湿度を維持したまま換気をしなければならない。
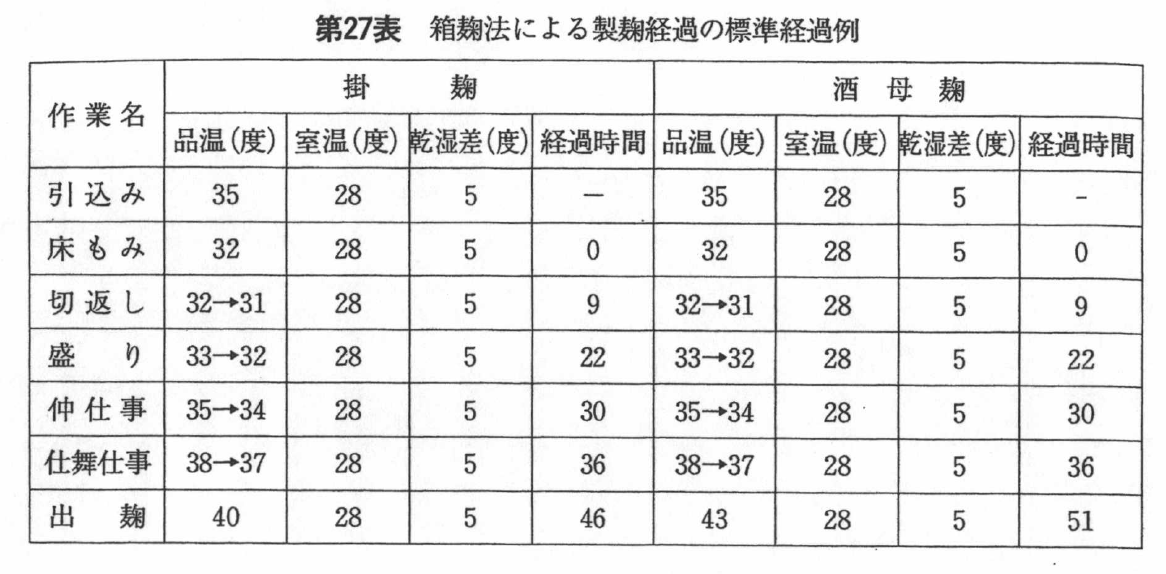
製麹の工程は下の表に示すようなものであり、概ね3日間で夜勤があり多湿の環境となる。
<製麹>
酒母(しゅぼ)に用いる酒母麹と醪(もろみ)の仕込みに用いる掛麹を作る。
米に麹菌を繁殖させた種麹(もやし)を35[degC]前後に放冷した蒸米にふりかけ、麹菌を繁殖生育させることで麹(こうじ)をつくる。
麹を用いるのは蒸米を溶解糖化する酵素であるαアミラーゼ、グルコアミラーゼ、酸性プロテアーゼなどを生産させるためにある。
清酒(日本酒)醸造用の黄麹菌の繁殖に好適な条件は、
・品温30~35[degC]
・湿度97[%]
・二酸化炭素濃度0.7[%]
・酸素濃度20[%]
である。
麹菌は繁殖に伴い酸素を消費し、発熱し、二酸化炭素を発生する。麹米1[kg]あたり最高時に29.3[KJ/h]の発熱があり、44[h]の製麹工程では麹米1[kg]あたり419[KJ]の熱量となる。また、麹米1[kg]あたり最高時に1.5[L/h]の二酸化炭素を発生する。
二酸化炭素濃度が10[%]を超えると生育速度が遅くなりアルコール発酵をはじめ、また、品温があがりすぎると麹菌の代謝産物が増えて雑味につながる。このため麹をさばいて熱と二酸化炭素がこもらないようにし、湿度を維持したまま換気をしなければならない。
製麹の工程は下の表に示すようなものであり、概ね3日間で夜勤があり多湿の環境となる。
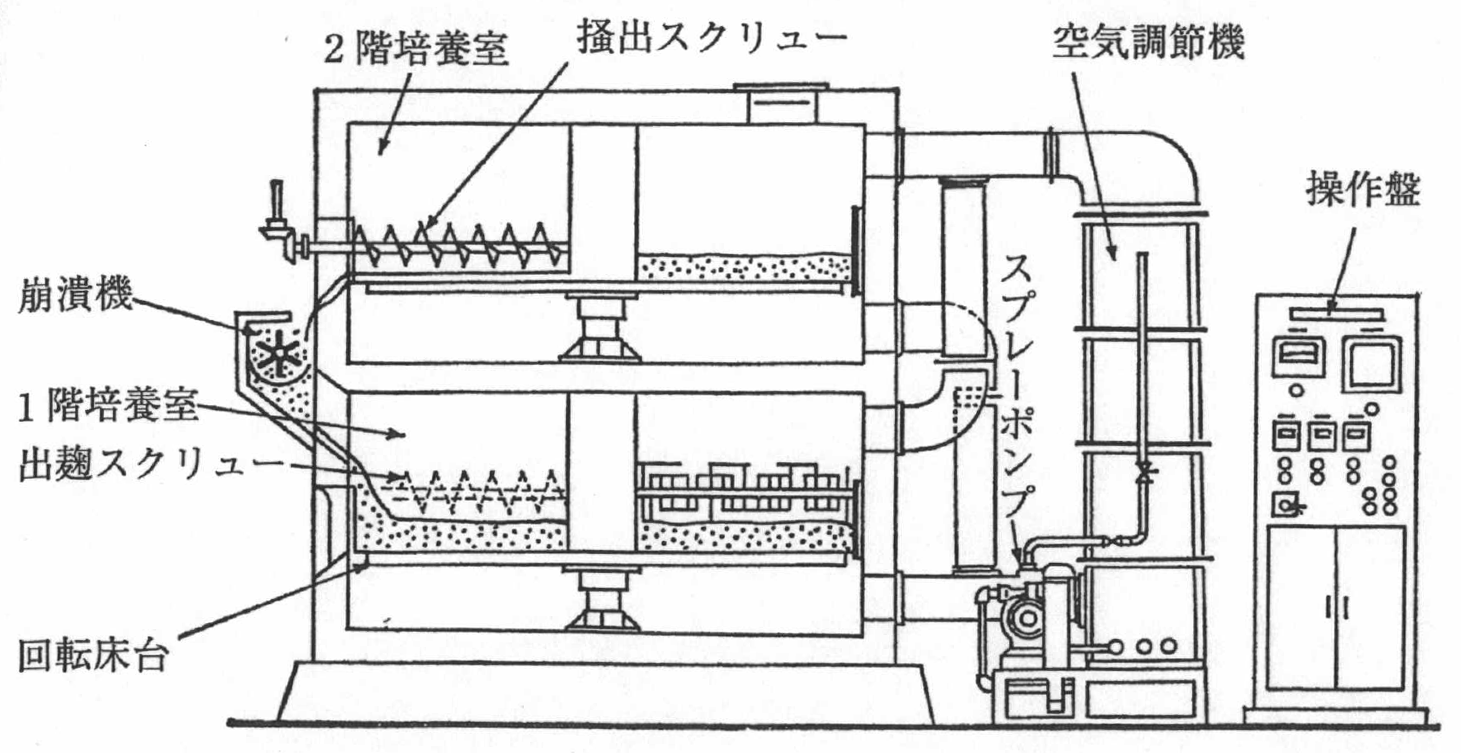
 労力を低減するために下図のような自動製麹装置を用いることも多い。
これは人という汚染源を麹から遠ざけることにもつながる。
労力を低減するために下図のような自動製麹装置を用いることも多い。
これは人という汚染源を麹から遠ざけることにもつながる。
 酒造全体で使う米(総米)の量が1,000[kg]の場合、麹には200[kg]程度を用いる。
<酒母>
?(もと)とも言う。後述の醪は大気下で仕込まれるので、純粋培養酵母が野生酵母や汚染微生物に対して数的優位を保っている必要がある。そこで、酵母が優勢な醪の種として「酒母」を作る。酒母には乳酸も含まれ、この酸により不要な微生物の繁殖を抑制する。
※購入した酵母と添加用乳酸のみを用いて酒母を作らずに仕込みを行うことも可能である。
酒母の仕込みに先だって醸造用水に酒母麹と添加用乳酸と醸造酵母を加えた水麹を作り、そこに蒸米を加えて撹拌することで仕込みを行う。
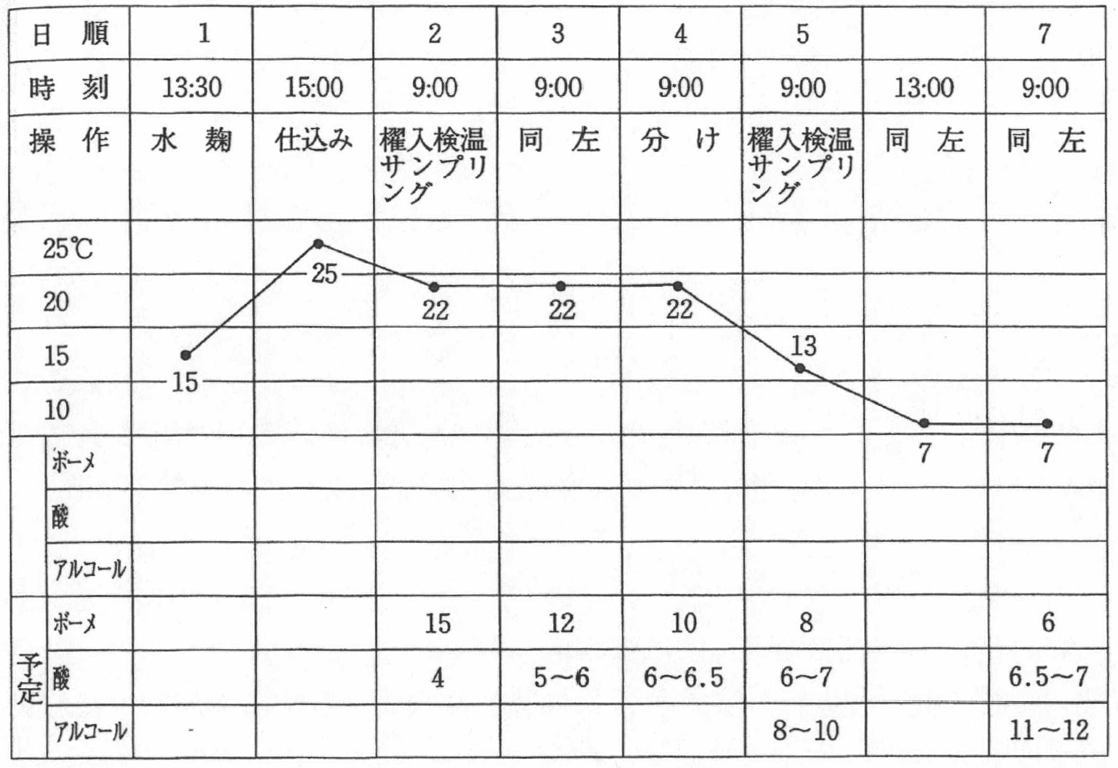
仕込み以降は時間経過に対して適切に温度操作を行うことで乳酸と糖とアルコールの生産を促し、最終的にほぼ無菌で醸造酵母が優勢かつ休眠した状態を作ることを目指す。
下図は酒母の温度経過の一例である。
酒造全体で使う米(総米)の量が1,000[kg]の場合、麹には200[kg]程度を用いる。
<酒母>
?(もと)とも言う。後述の醪は大気下で仕込まれるので、純粋培養酵母が野生酵母や汚染微生物に対して数的優位を保っている必要がある。そこで、酵母が優勢な醪の種として「酒母」を作る。酒母には乳酸も含まれ、この酸により不要な微生物の繁殖を抑制する。
※購入した酵母と添加用乳酸のみを用いて酒母を作らずに仕込みを行うことも可能である。
酒母の仕込みに先だって醸造用水に酒母麹と添加用乳酸と醸造酵母を加えた水麹を作り、そこに蒸米を加えて撹拌することで仕込みを行う。
仕込み以降は時間経過に対して適切に温度操作を行うことで乳酸と糖とアルコールの生産を促し、最終的にほぼ無菌で醸造酵母が優勢かつ休眠した状態を作ることを目指す。
下図は酒母の温度経過の一例である。
 酒造全体で使う米(総米)の量が1,000[kg]の場合、蒸米50[kg]+麹20[kg]程度を用いる。加える水は70[L]程度。
酵母は自家調達することもあるが、多くは日本醸造協会から下の各号の酵母をアンプルで購入する。(購入には酒造免許が必要)
酒造全体で使う米(総米)の量が1,000[kg]の場合、蒸米50[kg]+麹20[kg]程度を用いる。加える水は70[L]程度。
酵母は自家調達することもあるが、多くは日本醸造協会から下の各号の酵母をアンプルで購入する。(購入には酒造免許が必要)
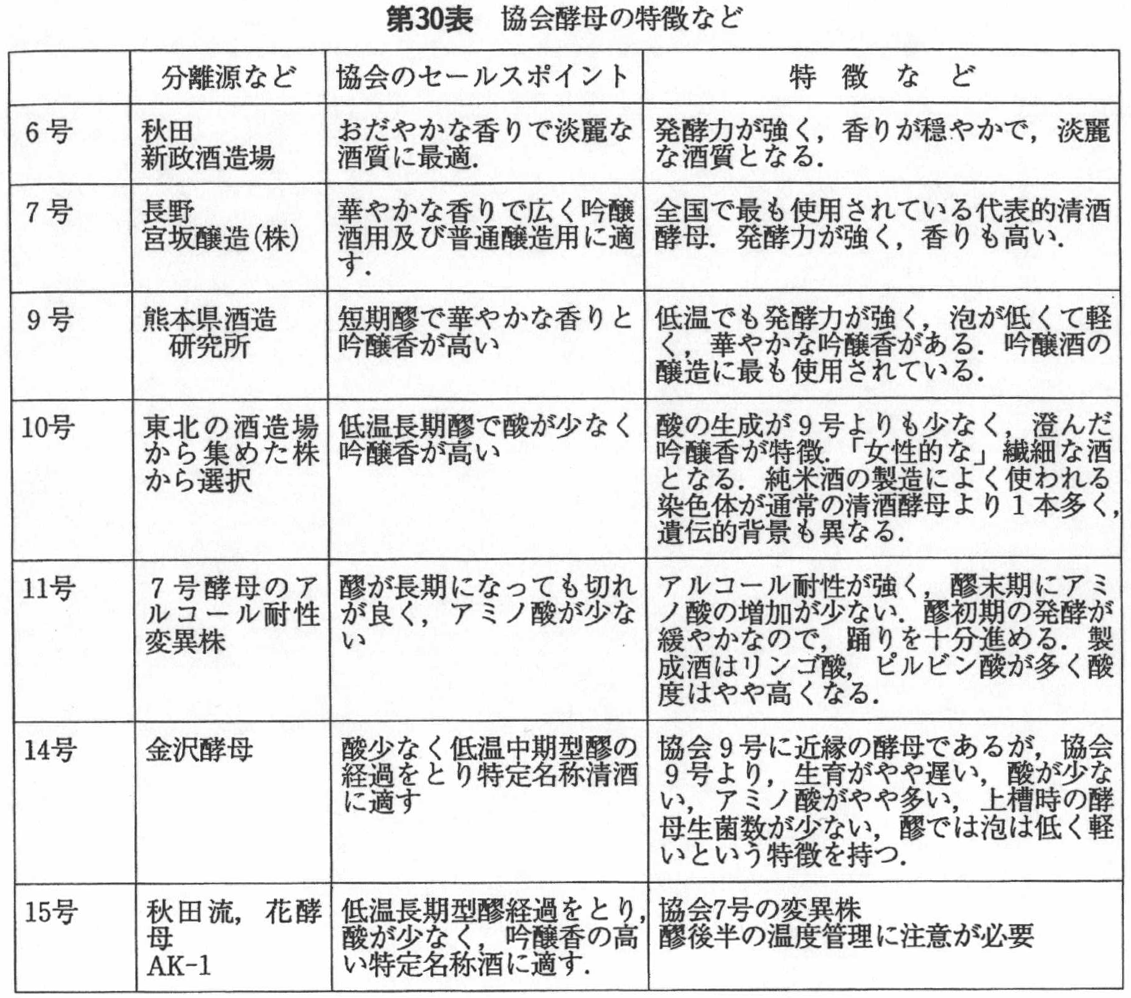 酵母により生成される発酵副産物に差があり、それが香りや酸、糖の組合せとなって、酒の仕上がりにつながってくる。
<醪>
醪の仕込み工程は三段仕込みと呼ばれ、添・踊・仲・留の4日間にわたって行われる。
添(そえ)仕込みでは酵母の密度を酒母と同等に維持して安全に発酵をはじめるために、酒母に含まれる酵母を増やしていくことを主眼としている。
踊り(おどり)では添仕込みの状態を保温して、酵母の増殖を待つ。若干の撹拌操作も伴う。
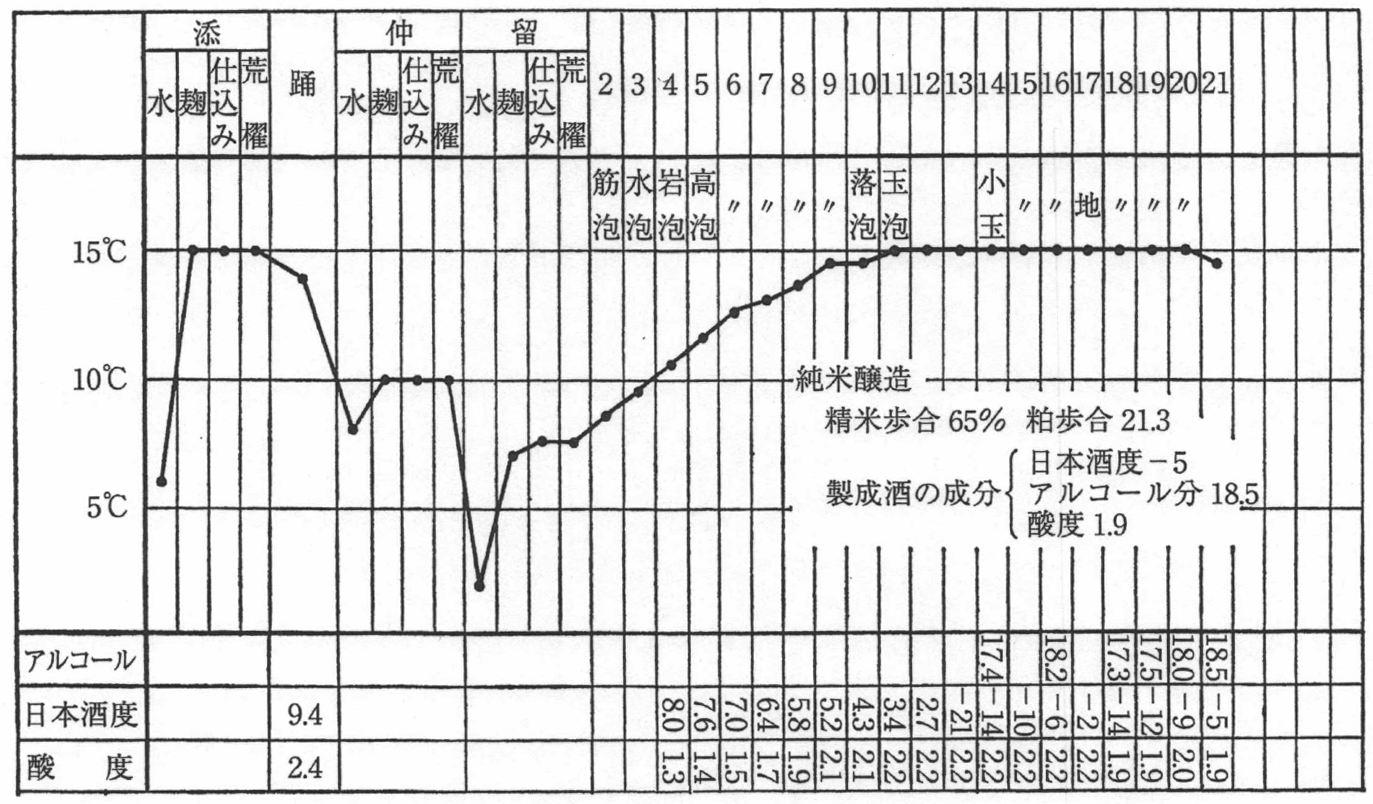
仲(なか)仕込み と 留(とめ)仕込みでは温度操作を行いつつ掛麹と蒸米と醸造用水を添加し、所要の醪の量となるようにする。留仕込み以降、20日前後で醪を絞る工程(上槽)に移る。それまでの期間、下図のように醪の状態は変化する。(醪経過)
酵母により生成される発酵副産物に差があり、それが香りや酸、糖の組合せとなって、酒の仕上がりにつながってくる。
<醪>
醪の仕込み工程は三段仕込みと呼ばれ、添・踊・仲・留の4日間にわたって行われる。
添(そえ)仕込みでは酵母の密度を酒母と同等に維持して安全に発酵をはじめるために、酒母に含まれる酵母を増やしていくことを主眼としている。
踊り(おどり)では添仕込みの状態を保温して、酵母の増殖を待つ。若干の撹拌操作も伴う。
仲(なか)仕込み と 留(とめ)仕込みでは温度操作を行いつつ掛麹と蒸米と醸造用水を添加し、所要の醪の量となるようにする。留仕込み以降、20日前後で醪を絞る工程(上槽)に移る。それまでの期間、下図のように醪の状態は変化する。(醪経過)
 三段仕込みの仕込みに用いる量は、
添仕込み:酒母全量、蒸米100[kg]、麹米40[kg]、水130[L]
仲仕込み:蒸米210[kg]、麹米60[kg]、水330[L]
留仕込み:蒸米360[kg]、麹米80[kg]、水630[L]
程度となる。(精米歩合や仕込みの総量、目指す仕上がりにより異なる)
<上槽>
醪を搾って生原酒を得る。少量や吟醸酒の場合は布袋の中に醪を詰めて積み上げることで自重によりある程度の原酒を得られる。また、布袋を積み上げたものを手動や油圧のプレスで押し込んで搾ることもある。
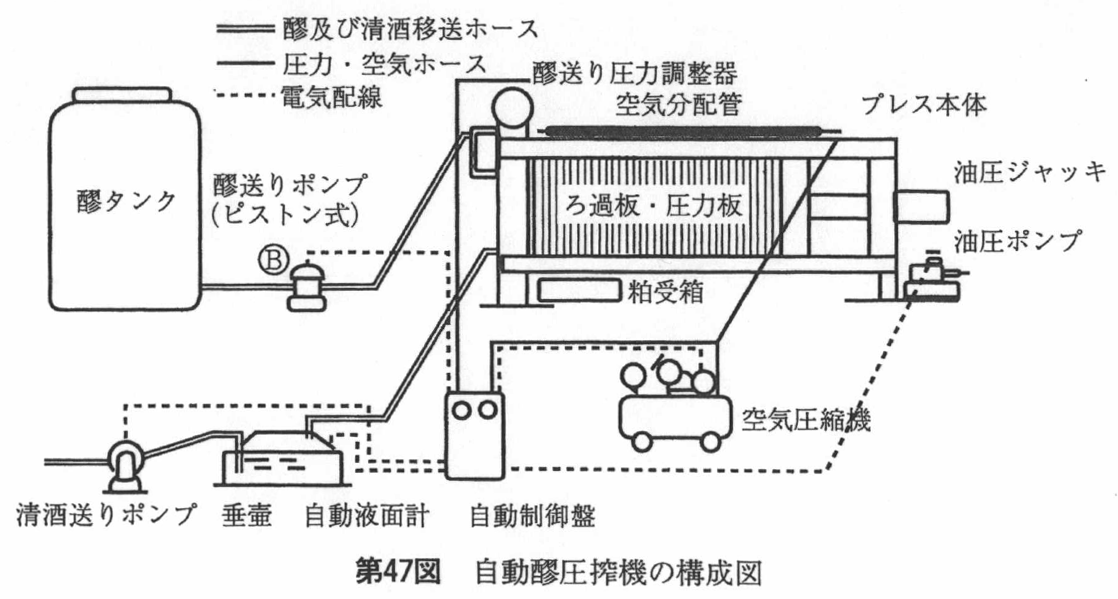
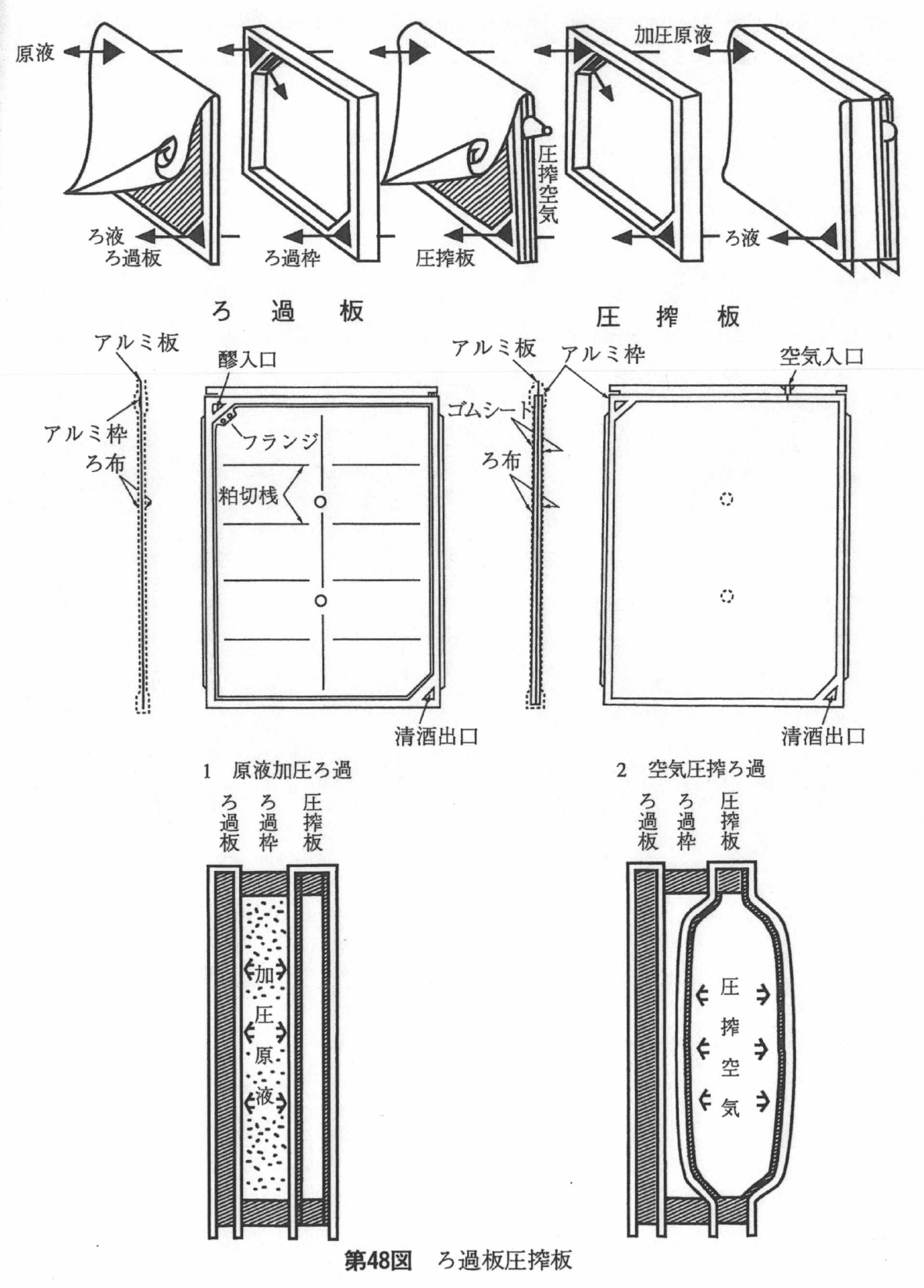
大量の醪を搾る場合は、下図のような自動醪圧搾機を使う。0.3~0.4[MPa]程度の圧力で搾るため、自重や油圧プレスに比べると醪の粕に残留する液が少なく、酒質に差が出る。
三段仕込みの仕込みに用いる量は、
添仕込み:酒母全量、蒸米100[kg]、麹米40[kg]、水130[L]
仲仕込み:蒸米210[kg]、麹米60[kg]、水330[L]
留仕込み:蒸米360[kg]、麹米80[kg]、水630[L]
程度となる。(精米歩合や仕込みの総量、目指す仕上がりにより異なる)
<上槽>
醪を搾って生原酒を得る。少量や吟醸酒の場合は布袋の中に醪を詰めて積み上げることで自重によりある程度の原酒を得られる。また、布袋を積み上げたものを手動や油圧のプレスで押し込んで搾ることもある。
大量の醪を搾る場合は、下図のような自動醪圧搾機を使う。0.3~0.4[MPa]程度の圧力で搾るため、自重や油圧プレスに比べると醪の粕に残留する液が少なく、酒質に差が出る。
 <製成>
生原酒を検定タンクに移して製造数量/アルコール分などを記帳する。この記録を元に出荷数量を税務署に報告し、酒税を納める。
<おり引き、調合、火入れ、ろ過>
おり引き・調合・火入れ・貯蔵の流れを下図に示す。
<製成>
生原酒を検定タンクに移して製造数量/アルコール分などを記帳する。この記録を元に出荷数量を税務署に報告し、酒税を納める。
<おり引き、調合、火入れ、ろ過>
おり引き・調合・火入れ・貯蔵の流れを下図に示す。
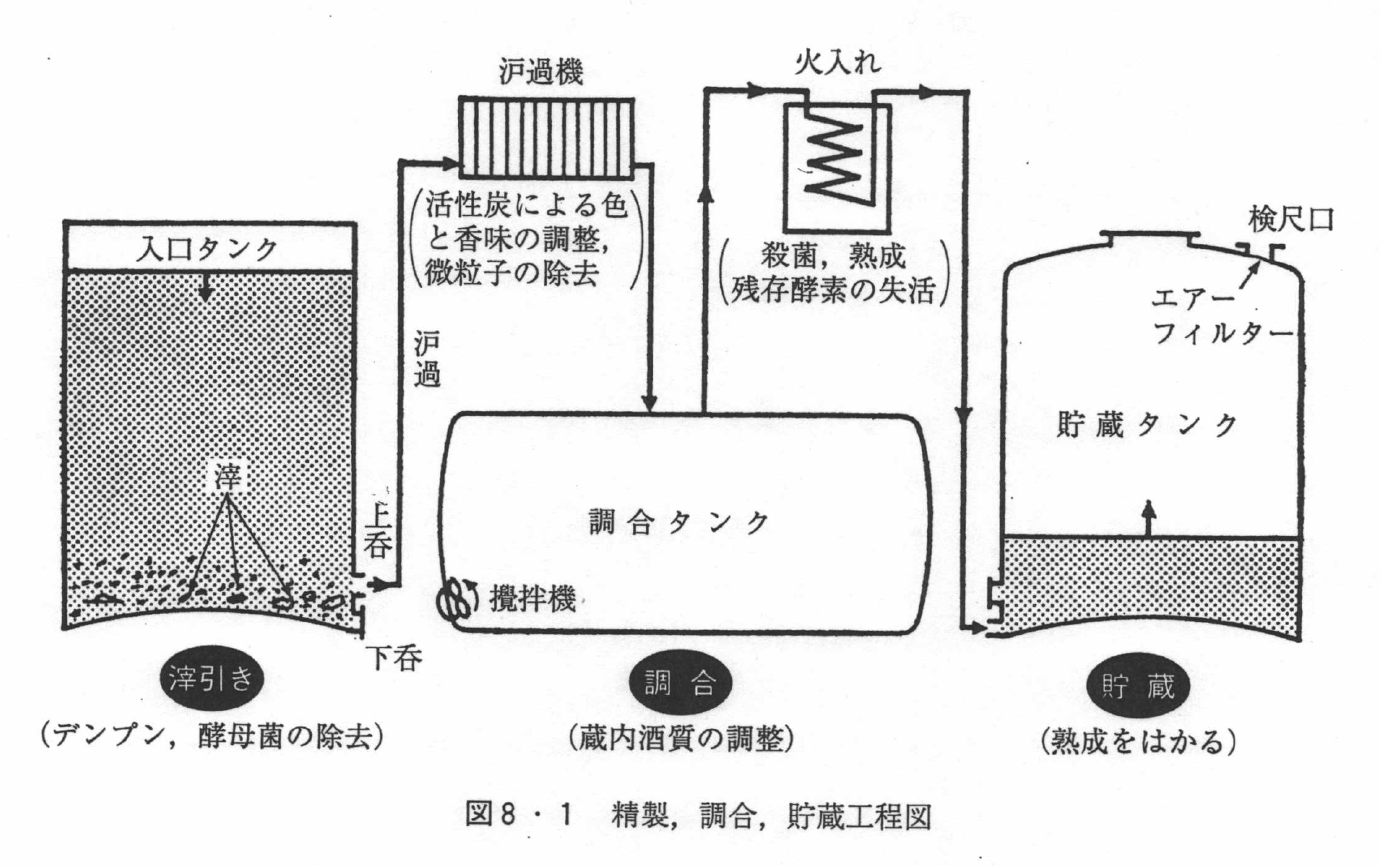 おり引き:上槽後も醸造酵母が生きているので成分が変化し、沈殿物(滓/おり)が生成する。おおよそ上槽してから5~10日後に沈殿物を吸わないように別のタンクに移すことでこの滓を引く。また、この滓を含めた酒を「濁り酒」として売ることもある。
調合:商業醸造の場合、複数の桶で醪を仕込むため、酒の質は桶によってばらつきを生じる。これを均すためにそれぞれの桶から出た生原酒を調合して撹拌する。
火入れ:熱により酒を滅菌し、残存酵素を失活させて酒の貯蔵性を向上させる。火入れにより生原酒は原酒となる。熱交換器でのインライン加熱による方法と瓶詰めした後に熱湯をはった湯槽に指定秒数だけ瓶を沈める方法(瓶燗法)とがあり、瓶燗法を用いる場合はこの段階で火入れを行わない。また、この段階で火入れした場合でも瓶詰め後に瓶燗で再加熱することもある。
活性炭ろ過:おり引きした後に行う。醸造用資材規格の活性炭で着色成分と雑味とビタミン類を吸着する。ビタミン類の存在は酒を著しく劣化させる菌(火落ち菌)の生育条件となる。活性炭ろ過はびん詰め前に再度行うことも多い。
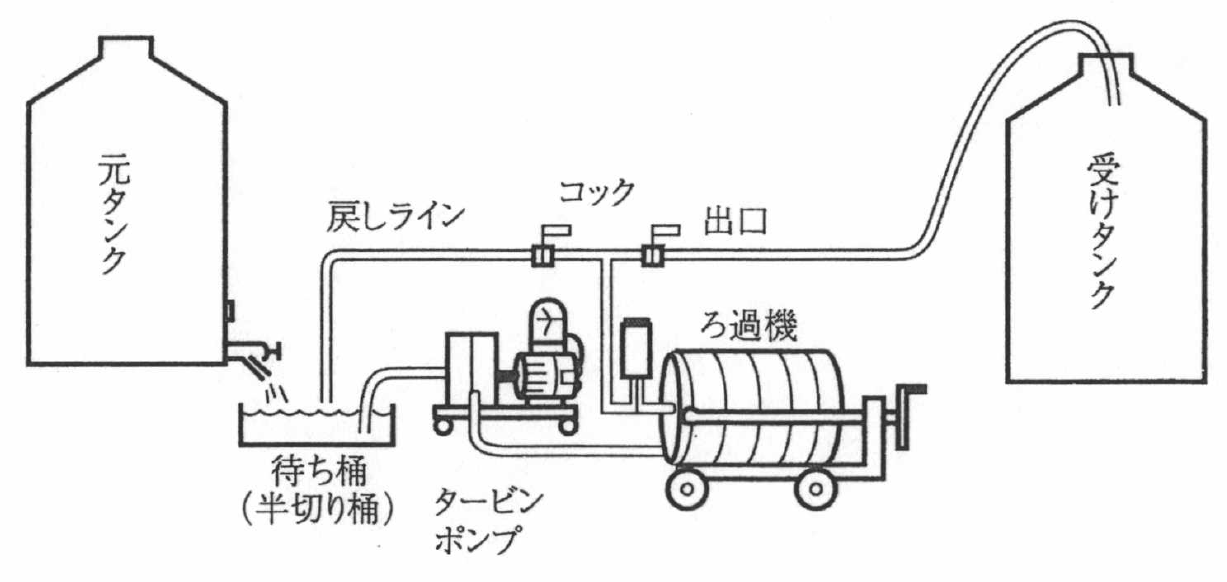
通常のろ過は調合後や火入れ後に行うことが多い。また、瓶詰め直前にも行うこともあり、限外ろ過を用いて生酒や生原酒から酵素を取り除いて火入れをせずに酒の貯蔵性を向上させる手法もある。1次ろ過は布を使ったフィルタが多く、2次ろ過はカートリッジフィルタなどが多い。
おり引き:上槽後も醸造酵母が生きているので成分が変化し、沈殿物(滓/おり)が生成する。おおよそ上槽してから5~10日後に沈殿物を吸わないように別のタンクに移すことでこの滓を引く。また、この滓を含めた酒を「濁り酒」として売ることもある。
調合:商業醸造の場合、複数の桶で醪を仕込むため、酒の質は桶によってばらつきを生じる。これを均すためにそれぞれの桶から出た生原酒を調合して撹拌する。
火入れ:熱により酒を滅菌し、残存酵素を失活させて酒の貯蔵性を向上させる。火入れにより生原酒は原酒となる。熱交換器でのインライン加熱による方法と瓶詰めした後に熱湯をはった湯槽に指定秒数だけ瓶を沈める方法(瓶燗法)とがあり、瓶燗法を用いる場合はこの段階で火入れを行わない。また、この段階で火入れした場合でも瓶詰め後に瓶燗で再加熱することもある。
活性炭ろ過:おり引きした後に行う。醸造用資材規格の活性炭で着色成分と雑味とビタミン類を吸着する。ビタミン類の存在は酒を著しく劣化させる菌(火落ち菌)の生育条件となる。活性炭ろ過はびん詰め前に再度行うことも多い。
通常のろ過は調合後や火入れ後に行うことが多い。また、瓶詰め直前にも行うこともあり、限外ろ過を用いて生酒や生原酒から酵素を取り除いて火入れをせずに酒の貯蔵性を向上させる手法もある。1次ろ過は布を使ったフィルタが多く、2次ろ過はカートリッジフィルタなどが多い。
 <おり下げ、割水、瓶詰め>
おり下げ:貯蔵された清酒が透明度を欠く(テリが悪い)場合は「おり下げ」という操作を行う。柿渋(タンニン)とゼラチンを用いて微細な浮遊物を凝集沈降させて取り除く。
割水:原酒は19~20[%]程度のアルコール分があり、これを飲みやすい15[%]程度になるよう醸造用水を加えて撹拌する。
瓶詰め:酒を瓶に詰める。瓶内に汚染微生物が残っていると、清酒を清浄にしていても瓶詰め後に酒が劣化するため、十分な洗浄を行い、コンタミがない状態で酒を瓶に詰める。また、酒を加熱した状態で瓶詰めを行うか、瓶燗で再加熱することで、出荷後に酒が変質することを防ぐ。
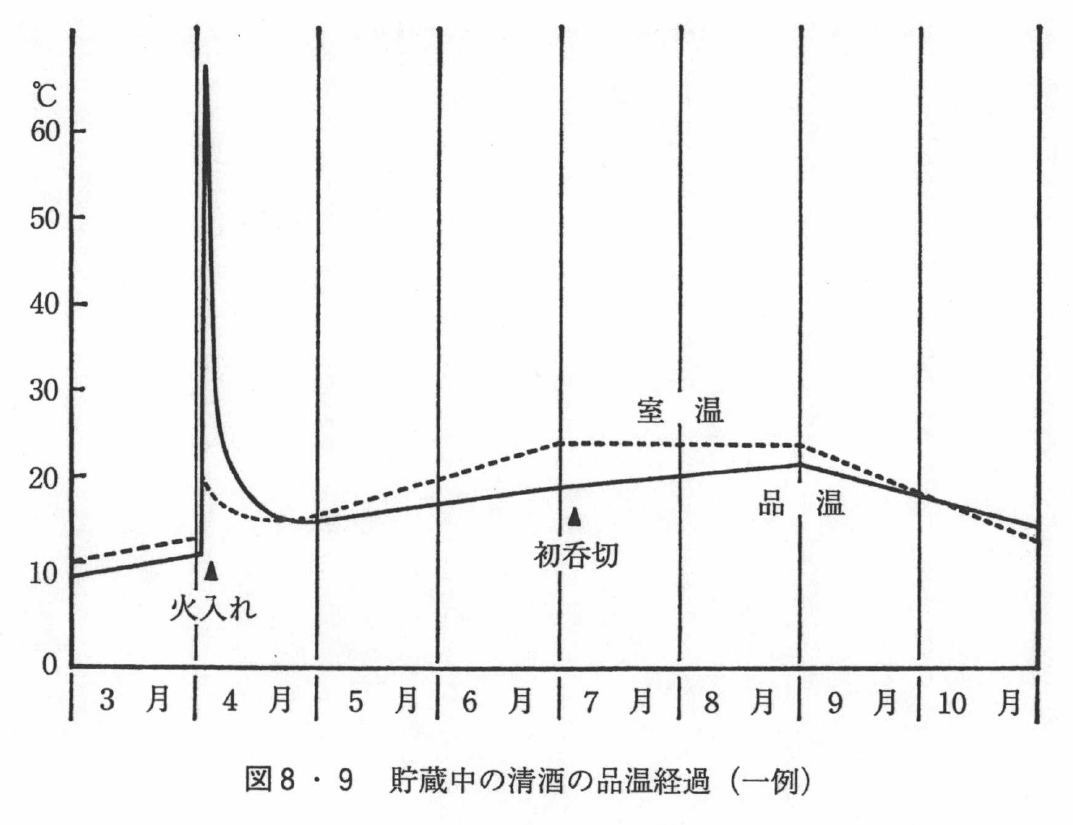
貯蔵に関して、普通酒は下図のような品温経過でも品質が維持できるが、生酒の場合は5[degC]を維持する必要があり、また、温度維持をした場合でも長期では酒質が劣化する。
<おり下げ、割水、瓶詰め>
おり下げ:貯蔵された清酒が透明度を欠く(テリが悪い)場合は「おり下げ」という操作を行う。柿渋(タンニン)とゼラチンを用いて微細な浮遊物を凝集沈降させて取り除く。
割水:原酒は19~20[%]程度のアルコール分があり、これを飲みやすい15[%]程度になるよう醸造用水を加えて撹拌する。
瓶詰め:酒を瓶に詰める。瓶内に汚染微生物が残っていると、清酒を清浄にしていても瓶詰め後に酒が劣化するため、十分な洗浄を行い、コンタミがない状態で酒を瓶に詰める。また、酒を加熱した状態で瓶詰めを行うか、瓶燗で再加熱することで、出荷後に酒が変質することを防ぐ。
貯蔵に関して、普通酒は下図のような品温経過でも品質が維持できるが、生酒の場合は5[degC]を維持する必要があり、また、温度維持をした場合でも長期では酒質が劣化する。
洗米では米の重量の5倍程度、浸漬では米の重量の1.5倍程度の水が必要となる。
<蒸きょう>
米を100[degC]、1[atm]の飽和蒸気で蒸して米のデンプンをα化する。α化したデンプンは麹菌が生成した酵素(主としてαアミラーゼ)により糖化が可能となる。
蒸米は製麹用・酒母用・醪用(掛米)のそれぞれ異なる3工程で使用する。基本的にそれぞれの工程の直前で蒸きょうをおこなうことになる。麹用の蒸米は麹の引込みにあわせて行い、酒母用の蒸米は酒母の仕込みにあわせて行い、掛米は醪の三段仕込みそれぞれにあわせて行う。
※醪の仕込みに用いるものには「掛」がつく。掛麹・掛米・掛水、など。
下の写真は木製の「甑(こしき)」で、蒸気を発生させる釜の上にこの甑を据え、米を載せて蒸気を通す。
下の写真はステンレス製の蒸米器で外部の蒸気発生器から蒸気を供給して米を蒸す。
<製麹>
酒母(しゅぼ)に用いる酒母麹と醪(もろみ)の仕込みに用いる掛麹を作る。
米に麹菌を繁殖させた種麹(もやし)を35[degC]前後に放冷した蒸米にふりかけ、麹菌を繁殖生育させることで麹(こうじ)をつくる。
麹を用いるのは蒸米を溶解糖化する酵素であるαアミラーゼ、グルコアミラーゼ、酸性プロテアーゼなどを生産させるためにある。
清酒(日本酒)醸造用の黄麹菌の繁殖に好適な条件は、
・品温30~35[degC]
・湿度97[%]
・二酸化炭素濃度0.7[%]
・酸素濃度20[%]
である。
麹菌は繁殖に伴い酸素を消費し、発熱し、二酸化炭素を発生する。麹米1[kg]あたり最高時に29.3[KJ/h]の発熱があり、44[h]の製麹工程では麹米1[kg]あたり419[KJ]の熱量となる。また、麹米1[kg]あたり最高時に1.5[L/h]の二酸化炭素を発生する。
二酸化炭素濃度が10[%]を超えると生育速度が遅くなりアルコール発酵をはじめ、また、品温があがりすぎると麹菌の代謝産物が増えて雑味につながる。このため麹をさばいて熱と二酸化炭素がこもらないようにし、湿度を維持したまま換気をしなければならない。
製麹の工程は下の表に示すようなものであり、概ね3日間で夜勤があり多湿の環境となる。
労力を低減するために下図のような自動製麹装置を用いることも多い。
これは人という汚染源を麹から遠ざけることにもつながる。
酒造全体で使う米(総米)の量が1,000[kg]の場合、麹には200[kg]程度を用いる。
<酒母>
?(もと)とも言う。後述の醪は大気下で仕込まれるので、純粋培養酵母が野生酵母や汚染微生物に対して数的優位を保っている必要がある。そこで、酵母が優勢な醪の種として「酒母」を作る。酒母には乳酸も含まれ、この酸により不要な微生物の繁殖を抑制する。
※購入した酵母と添加用乳酸のみを用いて酒母を作らずに仕込みを行うことも可能である。
酒母の仕込みに先だって醸造用水に酒母麹と添加用乳酸と醸造酵母を加えた水麹を作り、そこに蒸米を加えて撹拌することで仕込みを行う。
仕込み以降は時間経過に対して適切に温度操作を行うことで乳酸と糖とアルコールの生産を促し、最終的にほぼ無菌で醸造酵母が優勢かつ休眠した状態を作ることを目指す。
下図は酒母の温度経過の一例である。
酒造全体で使う米(総米)の量が1,000[kg]の場合、蒸米50[kg]+麹20[kg]程度を用いる。加える水は70[L]程度。
酵母は自家調達することもあるが、多くは日本醸造協会から下の各号の酵母をアンプルで購入する。(購入には酒造免許が必要)
酵母により生成される発酵副産物に差があり、それが香りや酸、糖の組合せとなって、酒の仕上がりにつながってくる。
<醪>
醪の仕込み工程は三段仕込みと呼ばれ、添・踊・仲・留の4日間にわたって行われる。
添(そえ)仕込みでは酵母の密度を酒母と同等に維持して安全に発酵をはじめるために、酒母に含まれる酵母を増やしていくことを主眼としている。
踊り(おどり)では添仕込みの状態を保温して、酵母の増殖を待つ。若干の撹拌操作も伴う。
仲(なか)仕込み と 留(とめ)仕込みでは温度操作を行いつつ掛麹と蒸米と醸造用水を添加し、所要の醪の量となるようにする。留仕込み以降、20日前後で醪を絞る工程(上槽)に移る。それまでの期間、下図のように醪の状態は変化する。(醪経過)
三段仕込みの仕込みに用いる量は、
添仕込み:酒母全量、蒸米100[kg]、麹米40[kg]、水130[L]
仲仕込み:蒸米210[kg]、麹米60[kg]、水330[L]
留仕込み:蒸米360[kg]、麹米80[kg]、水630[L]
程度となる。(精米歩合や仕込みの総量、目指す仕上がりにより異なる)
<上槽>
醪を搾って生原酒を得る。少量や吟醸酒の場合は布袋の中に醪を詰めて積み上げることで自重によりある程度の原酒を得られる。また、布袋を積み上げたものを手動や油圧のプレスで押し込んで搾ることもある。
大量の醪を搾る場合は、下図のような自動醪圧搾機を使う。0.3~0.4[MPa]程度の圧力で搾るため、自重や油圧プレスに比べると醪の粕に残留する液が少なく、酒質に差が出る。
<製成>
生原酒を検定タンクに移して製造数量/アルコール分などを記帳する。この記録を元に出荷数量を税務署に報告し、酒税を納める。
<おり引き、調合、火入れ、ろ過>
おり引き・調合・火入れ・貯蔵の流れを下図に示す。
おり引き:上槽後も醸造酵母が生きているので成分が変化し、沈殿物(滓/おり)が生成する。おおよそ上槽してから5~10日後に沈殿物を吸わないように別のタンクに移すことでこの滓を引く。また、この滓を含めた酒を「濁り酒」として売ることもある。
調合:商業醸造の場合、複数の桶で醪を仕込むため、酒の質は桶によってばらつきを生じる。これを均すためにそれぞれの桶から出た生原酒を調合して撹拌する。
火入れ:熱により酒を滅菌し、残存酵素を失活させて酒の貯蔵性を向上させる。火入れにより生原酒は原酒となる。熱交換器でのインライン加熱による方法と瓶詰めした後に熱湯をはった湯槽に指定秒数だけ瓶を沈める方法(瓶燗法)とがあり、瓶燗法を用いる場合はこの段階で火入れを行わない。また、この段階で火入れした場合でも瓶詰め後に瓶燗で再加熱することもある。
活性炭ろ過:おり引きした後に行う。醸造用資材規格の活性炭で着色成分と雑味とビタミン類を吸着する。ビタミン類の存在は酒を著しく劣化させる菌(火落ち菌)の生育条件となる。活性炭ろ過はびん詰め前に再度行うことも多い。
通常のろ過は調合後や火入れ後に行うことが多い。また、瓶詰め直前にも行うこともあり、限外ろ過を用いて生酒や生原酒から酵素を取り除いて火入れをせずに酒の貯蔵性を向上させる手法もある。1次ろ過は布を使ったフィルタが多く、2次ろ過はカートリッジフィルタなどが多い。
<おり下げ、割水、瓶詰め>
おり下げ:貯蔵された清酒が透明度を欠く(テリが悪い)場合は「おり下げ」という操作を行う。柿渋(タンニン)とゼラチンを用いて微細な浮遊物を凝集沈降させて取り除く。
割水:原酒は19~20[%]程度のアルコール分があり、これを飲みやすい15[%]程度になるよう醸造用水を加えて撹拌する。
瓶詰め:酒を瓶に詰める。瓶内に汚染微生物が残っていると、清酒を清浄にしていても瓶詰め後に酒が劣化するため、十分な洗浄を行い、コンタミがない状態で酒を瓶に詰める。また、酒を加熱した状態で瓶詰めを行うか、瓶燗で再加熱することで、出荷後に酒が変質することを防ぐ。
貯蔵に関して、普通酒は下図のような品温経過でも品質が維持できるが、生酒の場合は5[degC]を維持する必要があり、また、温度維持をした場合でも長期では酒質が劣化する。